
冷間引抜とは、常温状態で金属を連続で絞る工程です。
金属を溶解して型に流し込み形にする製法もありますが、当社では、金属をそのまま常温で加工します。
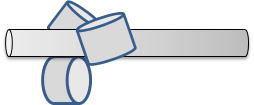
冷間引抜イメージ図 3ローラー方式
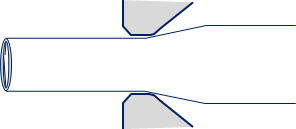
プラグ冷間引抜方式(その他の方式もあり)
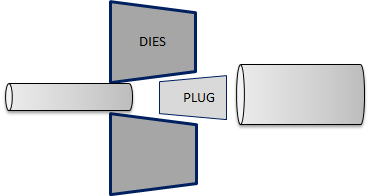
ダイスとプラグの隙間に、パイプが入ることにより外径を小さく 肉厚を薄くする。
冷間引抜により金属加工硬化が、発生するため1〜3回の加工後に引抜油の洗浄を
行い、アニール処理を行う必要があります。
外径が小さく 肉厚を薄い規格の製品は、数十回の繰り返し加工が必要になります。
工程数が増加することにより、価格も増加していきます。
シームレス管は、溶解押出し 棒切削 深絞りにより素管を製造するため信頼性は
高いパイプですが 素管自体肉厚が厚いため工程が増えることになります。
溶解押出しメーカーは、小ロットでは製造しません
棒切削は、価格的には最も高価になります。
原価低減には、製品に近いサイズの素管の製造が、必要となり溶接管が主流になります。
溶接管製造
圧延カットされた帯材を丸めて溶接する
ことにより素管を製造します。
溶接品質は、日々進歩していますが
連続溶接のため溶接KGの増加により
100%の保証はできないのが現状です。
その素管を使用して冷間引抜により
伸管することにより欠陥が発見されます。
発見率は、伸管率に比例します。
検査では過流探傷機 圧力検査等により品質を保証します。
