第1部 射出成形品の開発工程
1-1. 成形工程を学ぶ
- 射出成形機の構造(型締、金型、射出ユニット)
- 成形工程(可塑化+射出+冷却)
- 各成形工程の設定について
1-2. 金型の基本構造
- 2プレート方式(ダイレクトゲートサイドゲート)
- 3プレート方式(ピンゲート)
- ランナーレス方式(2プレート、ホットランナ)
1-3. 樹脂材料の選択
- バリ、ウェルドライン、ヒケ、ショートモールド、ボイド
- フローマーク、シルバー、ヤケ、ジェッティング
- ソリ・変形、剥離、異物混入、その他
1-5. 機構設計者の目標
- 機能性・デザイン性・品質性を満足させる
- 金型は設計データーを忠実に転写する道具
- 責任分担
- 製品設計: 40%
- 金型製作: 50%
- 射出成形: 10%
|
第2部 キシモト理論による開発工程
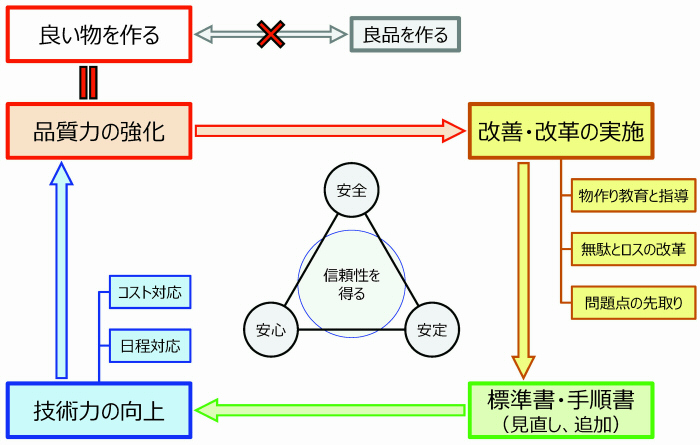
2-1. 源流管理で高度な品質作り
- 品質管理と源流管理の違い
- 品質レベルは源流管理で変わる
- 品質レベルは型取り打ち会わせで決まる
2-2. 設計手順の改善
- 設計者のレベルアップ
- 金型構造を意識した設計
- 成形不良を意識した設計
2-3. 品質目標の共通認識
- 型取り打ち会わせ
- 金型構造の承認
- 金型組立図の検証
2-5. トラブル事例と対応
- 事例1: POM樹脂 爪形状の破損(内蔵部品)
- 事例2: ABS樹脂 フローマーク(外観品)
- 事例3: POM樹脂 ソリによる変形(内蔵部品)
- 事例4: 原材料によるトラブル
2-6. 利益は後からついてくる
- 打ち合わせ時間の短縮
- 金型完成日程の短縮
- 試作完成日程の短縮
- 不良率の減少
2-7. まとめ・質疑応答
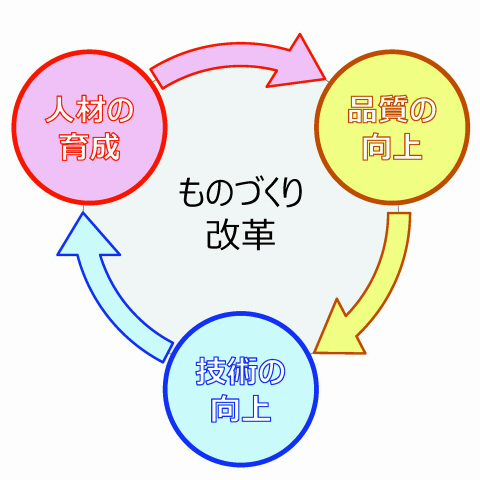
- 良いものを作るノウハウを構築
- 製品設計者は射出成形に関する知識を高める
- 金型設計者は安定生産・サイクルアップを意識する
- 成形技術者は成形機能力に合わせた金型構造を求める
|