

ピストンを押し下げる
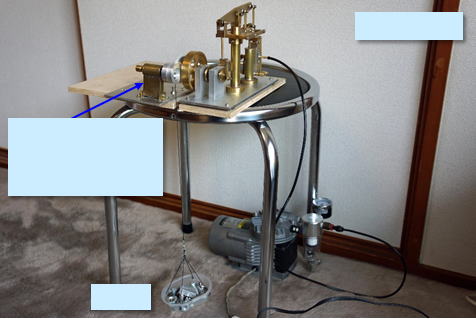
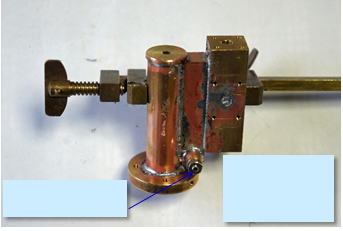
起動トルク測定
A
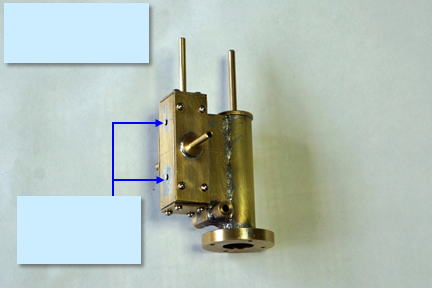
バルブ位置調整

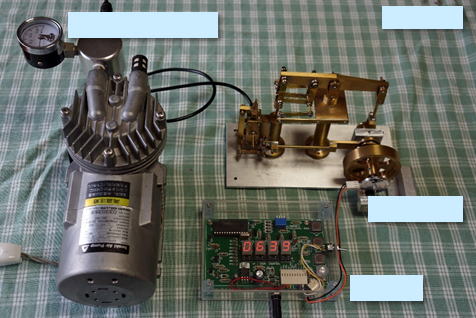
今回は「ワットの平行四辺形動作」による、ピストン横方向にかかる力の軽減の体感と、ビームエンジンのリンク機構の動きに興味から作成しました。製作の難しさはありませんでしたが、構成部品数が多い分、期間と手間がかかってしまいました。 エンジン性能については、これまでと同様ミニコンプレッサを使って運転した結果(コンプレッサーの圧力表示は0.08MPaの状態)、回転数639rpm、起動トルク(いい加減な測定ですが)は367g・cm)を示しました。この力は無負荷状態で4mmの回転軸をつまんでも止めることが出来ない力です。 回転数としては、全体的に大きく作った結果、これまでの自作エンジンの半分程度ですが、トルクについては、「ワットの平行四辺形動作」の効果と思われますが、自作エンジンの中でも最大のトルクを示しました。測定の様子を図11に示します。なお、測定方法の詳細はこちら「回転数計測ツールをつくりました」、および「蒸気エンジンの起動トルクを測定してみました」を参照下さい。
はんだで埋めたあと、ドリルで半田部分を再度穴開けし、同時にバブルシリンだとパワーシダ部の蒸気穴をあける
カウンター
バルブピストン中間位置
コンロッド長調整
はんだ付け
パワーピストン
バルブピストン
クランクロッドの長さ調整ネジ
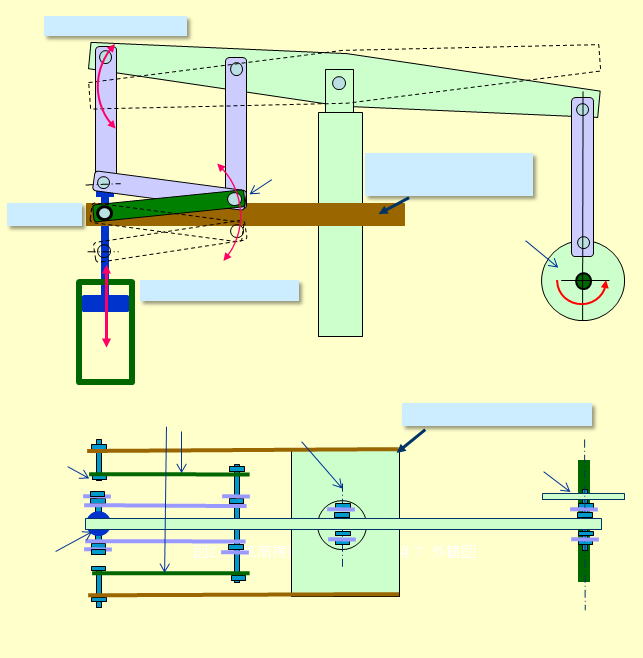
今回はワットの蒸気機関として知られているビームエンジンを製作します。ビームエンジンは垂直に設置されたピストンと回転軸をビーム(梁)を介して接続されており、ビームの先端は支点を中心とした円弧運動となりますが、この円弧運動をピストン軸の直線運動に変換(近似)することが製作のポイントとなります。 工作ではこのリンク機構として「ワットの平行運動機構」を実現することがポイントとなります。 これまでの蒸気エンジンと性能比較する為に、シリンダーの構成、サイズ、バルブ制御の方式はいつものつくりと同様です。


パワーシリンダ等をバルブシリンダ等をバイスでつかみ、同様に半田を流す
下部デッドス
ペースブロック

ビーム蒸気機関リンク機構にワット平行四辺形機構を使用

バルブ制御のリンク機構
バルブブロックの側面はシリコンゴムのパッキンをはさみ塞ぐ
エンジン回転状態で回転ドラムを接触させおもりを巻き上げる。巻き上げたおもりを測定する
回転数測定
テスト用コンプレッサー
パワーピストン最下部
(下死点位置)
パワーピストン位置中間
パワーピストン最上位
(上死点位置)
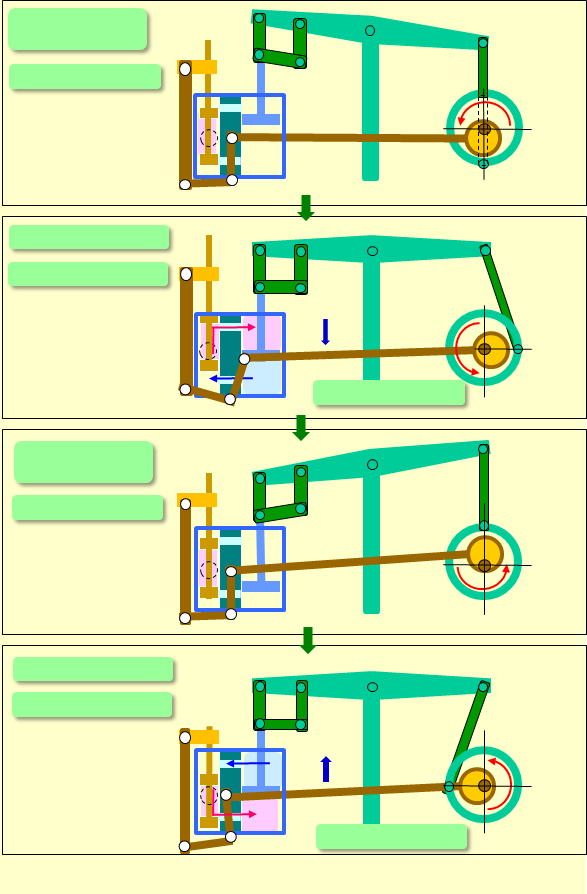
パワーピストンとバルブピストン位相調整は一般的な蒸気エンジンと変わりません、両ピストンの動きを図11に示します。すなわち、パワーピストンの動きはバルブピストンの動きより、回転方向に90度先行しています。 具体的な調整方法はまず、パワーピストンを上死点位置にします(上死点位置に有るときの軸の位置にあらかじめ目印を付けておきます)。この状態でバルブピストンが中間位置(バルブが給気穴、排気穴を塞ぐ位置)にくるように、ロッドの位置、長さを調整ネジを止めます。
バルブロッド長調整
バルブピストン調整
バルブ位相角調整
回転軸
ロッド長さ調整ネジ
偏芯
B
4.5mm
18mm
偏芯カム構成部品
バルブ角度調整
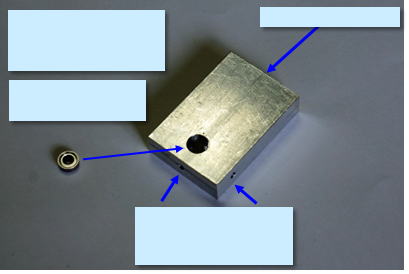
回転軸支持ブロックは厚さ1mmのアルミブロックを使用しています。これはボールベアリング(外径7mm 内径4mm)を収容とベアリングを固定する為です、またボールベアリングは支持ブロックの上部と側面部のから2か所からイモネジで固定しています。 二つの支持ブロックで回転軸を支持すると、製作誤差で両支持ブロックの回転芯が微妙にズレ、スムーズに回らない場合が予想される為、芯を多少調整可能とする仕掛けとしています。 図7に回転軸周りの様子を相召します。

パワーシリンダとバルブシリンダは蒸気給気と排気通路はいつもの「団塊工房」風構成としています。 「団塊工房」風構成はこれまで7台製作してきましたが、工作バラツキの影響もなく安定して作動することから、今回も同様な構成で行います、構成概要を図5に示します。なお、ピストンのストローク、シリンダーのボアについてはこれまでと比較する必要から、これまでのエンジンと同等の仕様としています。 エンジンヘッドの構成部品と工程概要を図6に示します。
また、詳細の作業工程の様子につては、こちらを参照下さい。
パワーシリンダー
外形15mm、内径13mmパイプ
バルブシリンダー
外形5mm、内径4mmパイプ
排気穴
ビーム部分
ビーム軸
ヨーク支点はビーム支柱に固定
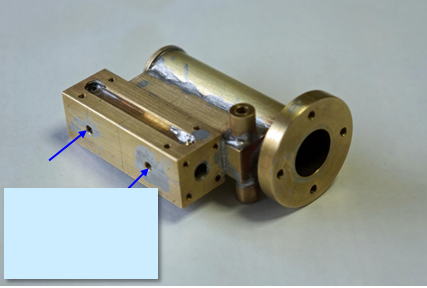
あらかじめドリルであけられた蒸気通路は半田で埋められた形になりますが、仕上げとして、シリンダブロック側面穴から、埋まった半田をドリルで再度穴を通します。 このとき、バブルシリンダのパイプとパワーシリンダのパイプは、初めて穴があけられることになります。 なお、蒸気通路作成の為に通したドリル穴はタップでネジ(2.6mm)を切ったあと、Oリングのパッキンをいれたネジで塞ぎ完成します。 また、バルブブロックのサイドはシリコンゴムのパッキンをはさみ側面板で塞げば完成です。エンジンヘッドの完成の様子を図7に示します。
側面をイモネジで支柱に取付け固定
ヨーク支点
ベアリングの厚さ分だけ、ドリルで穴を空けてベアリングを挿入する
回転軸支持ブロック
コネクションロッド
バルブシリンダを挿入した後、半田を流す
ブロックの仮止め


L字制御アーム支点
パワーシリンダ
パワーシリンダ取付けブロック
バルブブロック
潤滑油が溜るようピストンにミゾを切る
上死点位置
給気穴
バルブ中間位置
バルブ中間位置
ヨーク支点
ピストン軸取付け部
ピストン軸
回転軸
下死点位置
ビーム先端:円弧運動
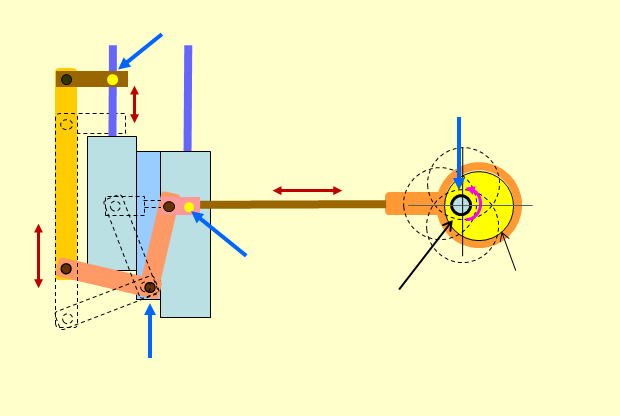
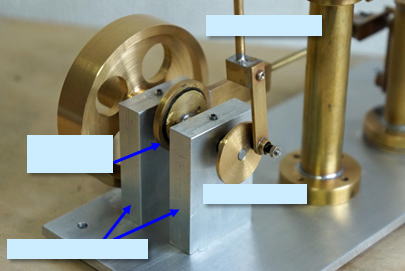
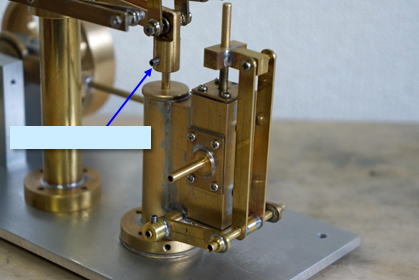
構成上ピストンバルブの動作方向と偏芯カムのロッド動作方向は交差する形となることからL形アームを使って力の伝達方向を変えています。 パワーピストンとバルブピストンとのタイミング調整(位相調整)についてはエンジンの組み立て完了後、容易に出来ることが必要ですが、今回のエンジンでは、図8に示す位置に調整ネジを設けております。
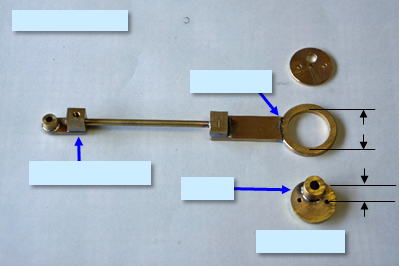
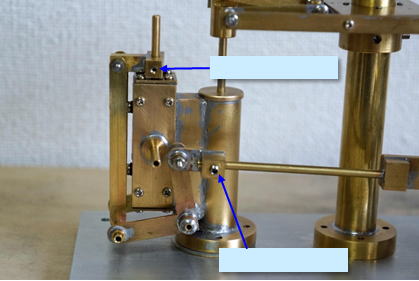
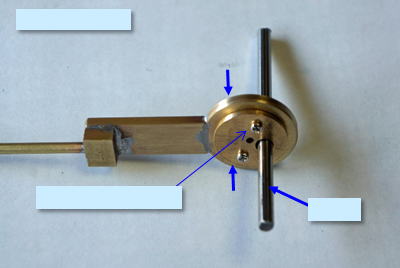
図9は偏芯カムの構成部品と組み立て後の様子を示しています。図10はバルブ制御リンク機構の様子を示しています。
回転軸
制御アーム支点ブロックもネジで仮止め
完成したビームエンジンの動き下記動画でご覧ください。 ミニコンプレッサを使って運転している様子です。
蒸気エンジン#9の動きを動画でご覧ください

おもり
フォトセンサー
製作結果
ピストンを押し上げる
バルブピストン最下位位置
パワーピストン位置中間
バルブピストン中間位置
吸気
排気
吸気
排気
バルブピストン最上位位置
バルブ制御の調整
パワーピストン軸調整
B
A
AとBで挟んでネジ止め
偏芯カム組立て後
偏芯カム部分
回転軸
偏芯カム摺動面
バルブ位置調整
L字アーム支点
バルブシリンダとブロックの境が埋まるように、穴から半田を流す
ピストン上死点位置の様子
ワットの平行四辺形機構
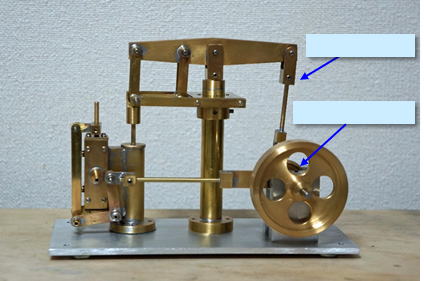
ビームエンジンでは先端は円弧運動となりますが、ピストンの動きは直線運動であることから、そのままではシリンダーのサイド方向に力がかかることになります。 ワットの蒸気機関では図3に示すように、ピストンの力を伝達する平行四辺形ロッドとビームの動きに対して平行四辺形の動きを抑制するヨークから出来ています。ヨークアームの片側はフレームに固定することで、ビーム先端が円弧運動してもピストン軸は近似的に直線運動することになり、ピストンのサイド方向にかかる力は軽減されます。 製作した平行四辺形動作のつくりを図3に示します。 また、製作の様子を図4に示します。
ベアリングを固定するネジ
2か所から締めることで微妙な芯位置を調整する
ボールベアリング
外形7mm、内径4mm
回転軸支持ブロック
回転軸支持ブロック
クランクディスク
バルブ制御
偏芯カム
回転軸周り
最終的にこの穴はOリングをいれて2.6mmネジで塞ぐ
エンジンヘッド仕上げ
ブロック間をネジで止めた後、給気/排気のドリル穴をあける。仮止めのネジは半田で付け工程で埋める
エンジンヘッド構成部品
工程上、この取付けブロックとバルブブロックとを仮止めする為のネジ穴
ヘッド取付けベース
上部シリンダ蓋
パワーシリンダ
下死点点位置
ヘッド取り付け穴
デッドスペースを塞ぐブロック
上下の排気穴から排気する
為のミゾ(フライス加工)
15mm角にドリス穴をあけてパイプを挿入
シリンダー間の給排気通路を
完成後、ネジで塞ぐ排気口
給気口
バルブ制御アーム支点
バルブピストン
外形4mm、内径3mmパイプ
ピストン厚 4mm
バルブストローク 9mm
排気穴
ピストン軸の長さ調整ネジ
回転軸
クランクディスク
クランクディスク
ヨーク支点はビーム支柱に固定
ピストン:近似直線運動動
ヨーク支点
上死点位置
ヨーク