![]()
![]()
| 日本刀の科学 |
ここでは日本刀を科学的な面から見てみましょう。
《 目 次 》
砂鉄を木炭で低温製鉄するところにその秘密があります。日本刀の材料でも触れましたが、鉄の融点(ゆうてん/溶ける温度)はおよそ1500℃ですが、現在では鉄鉱石をコークスで溶かしていくので、2000度以上の高熱が必要となります。すると鉄の結晶は肥大し、もろくなります。またコークスの中の硫黄が鉄に溶け込んでいきます。こうなると赤熱させたときもろくなります。
硫黄がたくさん入った材料で日本刀を作ると、赤熱させて鍛錬している時割れ目が出やすくなってしまいます。また、鉄鉱石は砂鉄に比べて燐を多く含み、高温処理するためマンガンなどの不純物が混入してくるので鉄の質が悪くなります。
一方砂鉄は小粒なので溶けやすく、その融点はおよそ1400℃です。また木炭の還元力はコークスより強いので早く低温で鉄を作れます。還元というのは酸素を奪うということです。つまり砂鉄は酸化鉄なので、酸素を奪って鉄だけにすることです。コークスより低温でよいため、鉄の結晶を肥大させにくいのです。木炭は不純物も少なく低温なので鉄に溶け込まずに良質の鉄を作る事が出来るのです。
折り返し鍛錬によって様々な効果が生まれます。
・折り返しを10回行えば層は1,024枚にもなり強靱になります。
・不均一だった炭素量が均一化します。
・不純物が火花となって飛び散り、除去できます。
・鉄の結晶の肥大化した分を、折り返して鍛錬することによって潰せ、綺麗な素材にできます。
・折り返すことによって、地肌という美的効果が出ます。
日本刀の特徴で解説しました通り、日本刀は硬い鉄と軟らかい鉄を組み合わせて作られています。従って折れやすさ、曲がりやすさをお互いがカバーするようになっています。
焼き入れする前の日本刀の組織は、アルファ鉄というものになっていますが、加熱していくと726度で変態します。これをA1変態点といいアルファ鉄がガンマー鉄に変化する点です。刃文が出るようにするには、A1変態点以上に熱しなければなりません。ただし、800度以上になってしまうと鉄の結晶が肥大化してしまいます。最も硬くなるのは750〜760度に達したときです。肉眼で見る火の色は昼と夜とでかなり違うのですが、刀匠は経験と勘でそれを見分けるのです。
焼き入れ直前の日本刀はアルファ鉄がガンマー鉄に変わり、オーステナイトという組織になっています。これを水中で急冷するとガンマー鉄がアルファ鉄に変わりマルテンサイトという組織になります。日本刀の刃の部分は薄く、焼き刃土も薄く塗ってあるので、水に入れると瞬間的に冷却されマルテンサイトに変化します。マルテンサイトは硬度が非常に高く、物を斬るのに適しています。また、オーステナイトからマルテンサイトに変化すると膨張します。つまり刃の側が膨張するので自然と反りが生じるのです。
地や鎬地は重ねが厚く、焼き刃土も厚く塗ってあるので、瞬間的には冷却されません。従ってトルースタイトという組織に変化します。マルテンサイトほどは強度はありません。刃と地の境目はトルースタイトとマルテンサイトが粒状に混在した状態になります。焼き入れを行う時、焼き刃土を塗るのは冷却速度を高めるためです。塗らずにそのまま熱して冷水に入れれば、真っ赤になった鉄に冷水が直接触れるので、一気に水蒸気になります。この水蒸気が刀身の周りに立ちこめるので冷水に刀身が触れることが出来なくなります。逆に焼き刃土を塗っておくと、乾燥した土には無数の毛細血管のような管があるので、冷水が吸い込まれていきます。吸い込まれた冷水が刀身に触れると気泡となって上昇し、次々と新しく冷水が吸い込まれて行きます。従って焼き入れの効果が上がるのです。
刃文のところは、マルテンサイトの粒とトルースタイトの粒が混在していますが、この粒の大きいのを沸(にえ)、小さいものを匂(におい)と言います。実際には刃文をよく見て、肉眼で粒を1つ1つ識別できるのが沸、識別できないものを匂と言います。刀を光に対して20〜30度傾けて見ると、沸、匂は光が反射してよく見えます。沸や匂の粒は、地のトルースタイトより少し高くなっています。これに光が反射するのです。刀を鑑賞する際、光源に刀を傾けて光を反射させるようにして見るのは、こうすれば良く刃文が見えるからなのです。
また、沸と匂は少し高くなっていると書きましたが、これが物を斬る場合摩擦を減少させるので良く斬れるのです。肉屋さんが包丁と鉄の棒をカチャカチャとぶつけ合ってるような動作を見ますが、これも包丁の刃の表面に小さな傷を作って切れ味を良くしているのです。また、この沸と匂、つまり硬いマルテンサイトと軟らかいトルースタイトが混在している部分は衝撃の緩和にも役立ちます。硬い刃の部分が軟らかい地の部分と直接つながっていると、割れやすくなってしまいますが、混在した部分があるのでいきなり軟らかくなっているのではないため、割れを防げるのです。
焼き入れのさい自然と反りが付きます。しかし、これは浅いので刀匠は人工的に反りを付けます。この反りの効用は何でしょうか。
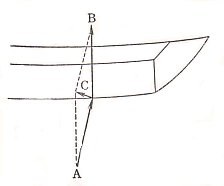
今、左の図のAという力で斬りつけるとします。当たった瞬間Aの力はBという直角の力と、Cという平行の力に分解されます。Bは斬りつけたものに加わる圧力、Cは引き、つまり刀身が手前に引かれるということです。包丁も上から押さえるだけでは切れません。手前に引くか向こうに押すかします。反りのある刀は自然にCという力が生じて滑るので良く斬れるのです。
しかしこの力は小さいので、意識して刀を引かないといけません。薙刀(なぎなた)などは反りが極端に付いていますが、これは女性の使うものなので、引きの力を期待せずにより強い反りを付けることによって斬れるようにしているのです。また西洋の刀が真っ直ぐなのは、突くことを目的にしているからです。

片切刃造り(かたきりはづくり)という造り込みがあります。左の図のように右半分が一般的な鎬造り(もしくは平造り)で、左半分が切刃造りになっています(刀を持って構えたときに左側が切刃造りになります)。片切刃造りは鎌倉末期から南北朝期に流行した造り込みですが、これには力学的な理由があります。
図を見ると、鎬造りの側の刃角は小さく、切刃造りの方は大きくなっています。これで物を切った場合、切刃造りの方は抵抗が大きいので、刃先は鎬造りの方(図の右方向)へ行きます。一方刀は右手で抜いて持ちますが、それで切った場合刃先は左側を向きます。この刃先が左側に向こうとする力と、切刃側の右へ向かおうとする力が相殺されて真っ直ぐに切り込むことが出来るようにしたのが片切刃造りなのです。下の写真は、鎌倉後期から南北朝期にかけて作刀した、美濃国(みののくに/岐阜県)を代表する鍛冶・志津三郎兼氏(しづさぶろう かねうじ)の片切刃造りの腰刀です。これは裏が鎬造りになっています。
| 兼氏の片切刃造りの腰刀 |
 |