
【ポート研磨の留意点】
1:まずはIN(インレット)ポートから考えましょう.前述の通り,INポートには
かなりの質量がある高速の混合気が通りますので,細心の注意を持って修正し
ていかなければなりません.
2:INポートの重要な役割は,キャブからの混合気を効率よく燃焼室まで運ぶこと
ポート形状により適正なスワールを発生させ燃焼効率を上げること,吸気管長
と吸気管容積により適正な慣性過給と脈動で体積効率を上げることが3大要件
になると思います.
3:近年のバイクのINポートはストレートポートが主流になっていますが,残念な
がらカブ系のエンジンのINポートは大きく曲がっており,しかも長いですw.
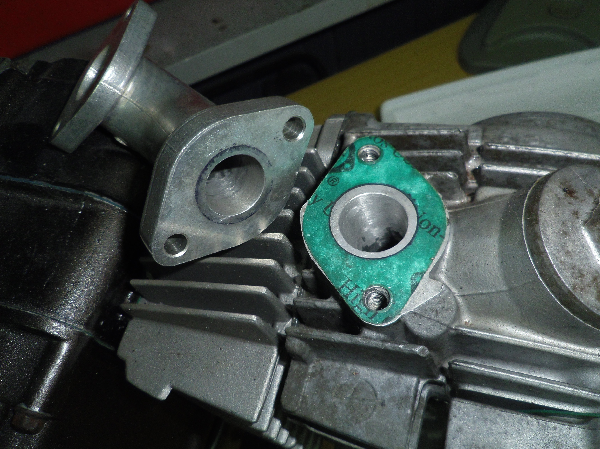
なので,効率よく混合気を流すには,ボトルネックを無くし流速を安定させる
ためINポート入り口とインレットパイプ(*1)の繋ぎ部分を拡大します.
吸気管は燃焼室に向かってだんだんと流速を上げていく方が慣性過給的にはい
いと思いますので,キャブ側がφ22ならこの部分はφ18くらいでいいんじゃ
ないか?,と私のコンセプトから判断しています.写真下はφ18で加工したも
のです.ガスケットはφ22ですので段差をなくすため,ガスケットは自作した
方がいいでしょう.
*1:多くの人がインマニと呼んでいるもの.入口対出口が1対1の管はマニ
ホールドとは呼びません.外人に言うと「?」の顔をされますよw
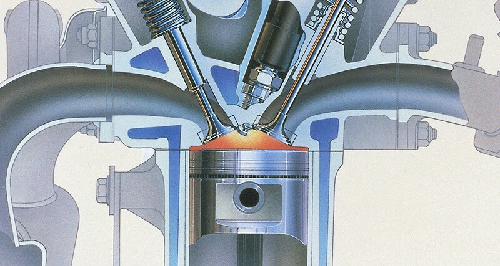
4:上図の矢印は,ポートのスロート(一番狭くなっている箇所)を指しており,
矢印の先端は技術者の間では「あご」と呼ばれる部分です.ここは非常に重要
な部分で,主に中速の流速と方向をコントロールしており,適正なスワールを
発生させる大事な箇所となります.吸気効率を上げるため(?)とこの部分を
削る人がいますが絶対に止めましょう.ほんの少し最高出力が上がるかもしれ
ませんが中低速のトルクは大きく下りますよ.バルブシートとの段差を取り,
少し「R」をなだらかにするくらいにしておきましょう.
5:私がポートを削るときは,始めに超硬のビットで荒削りをしたあと,ゴム砥石
で中仕上げ,で最後にペーパーを巻いたビットで仕上げます.鏡面仕上げには
しません.高速の混合気は,主に外側の壁面に沿って流れるのですが,面粗度
が細かすぎると壁面に張り付いてしまうのです.なので私は外周方向は荒削り
にしています(段差は取るよ).ゴルフボールが飛ぶようになったのは,つる
つるの表面にディンプルを付けたから.というのは有名な話ですね.その何倍
もの高速で流れるのですから,鏡面仕上げは必要ないでしょ?
※バルブガイドの飛び出しですが,私のエンジンは売り物ですので耐久性も考え
て削っていません(コンセプトでも述べましたが,かっ飛びエンジンではない
ので・・・ NR500では,完全にポート形状に沿った形に削っていました)