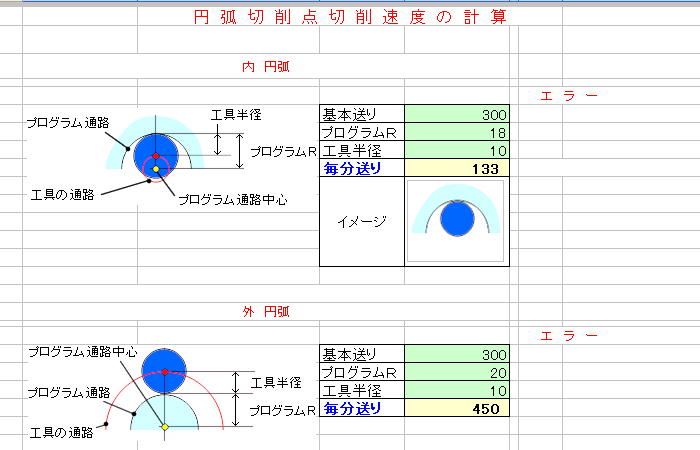
3.円弧切削点切削速度の計算
直線等通常の送り指令は問題ないのですが、円弧の場合は指令値と実際の送り量に違いが出ます。
NC側で切削点速度制御が働いていればいいと思いますが、ここではCAMまたNC側のパラメータ設定がなされていない場合に有効な計算ソフトをアップさせて頂きます。
1.画面例
 |
2.注意事項
・ワークの要求精度が高い時に有効
・0.001ミリ以下の入力は推奨しません。
・内円弧の場合、「工具半径/プログラムR」が0.7以下の場合は工具の逃げ量等を考慮し、好ましくないのコメントを出していますが、必要に応じて判断して下さい。
・ブロック毎に送り変更指示が必要になります
・NCの切削点速度制御機能が働いていない場合に有効かと思います。
※パラメータで設定できるようです。
自己責任で御使用下さるようお願いします。
3.プログラム例
φ20のエンドミル直線部の送り300で下図のように作成して見ます。
※XYポイントは適当で、必要ないプログラムは省かせていただきます。
 |
N101 G41G01Y0D81
N102 X0F300.
N102 Y60.
N103 X20.
N104 Y50.
N105 G03X38.Y47.R18.F133.
N106 G02X46.Y60.R20.F450.
N107 G01X90.F300.
N108 G03X90.Y0R30.F400.
こうする事により切削ポイントでは毎分300ミリで加工できます。
4.効果
上図N105のR18の最下円弧部とY0との高さが期待値に対して+数ミクロン以内に入ります(した)。
ただ使用するエンドミルの剛性また形状に影響を受けますので注意して下さい。
※速度制御しなかった時は+0.08程度ありました。
★このソフトはいかなる計算結果も保証するものではありません。
使ってみたい方はここからダウンロードしてください。
| 前へ | 次へ |
トップ→計算ソフト→●3.円弧切削点切削速度の計算
© 2000 natuo