2.加工
NO 43.バリの高さと厚み穴度対策案
1)バリとは
JISB0051:2004(製図-部品のエッジ-用語及び指示方法)によると
かどのエッジにおける、幾何学的な形状の外側の残留物で、機械加工又は成形工程における部品上の残留物(下図参照)とあります。
 |
2)バリの生成と実例
機械加工では、下図のようにバイトが切削運動すると出口又は刃物入り口等でバリが出ます。
※こちらの、2.加工 39.切削とはも参照して下さい。
ア、関連要素
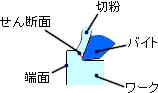 |
被削材より硬い刃物で、せん断作用を発生させながらワークを押し続け切粉を流出させます。 右は模式アニメーションです。 |
 |
イ、刃物出口と入り口のバリの大きさの違い
 |
左図のように高さと厚みを数値化した。 |
a.データ
かなり磨耗したエンドミルでアルミを削ってバリを出し数値化しました。
条件 超硬エンドミルφ20 2枚刃
回転数1600rpm
切り込み2ミリ
1刃送り0.1
切削油使用
 |
※わずかですが、出口の方が大きくなります。
b.バリの形状と断面積の違い
| 切削方向とバリの形状 | 断面積と形状の違い | |
 |
切削終了部(出口) | |
| |
切削開始部(入り口) |
※磨耗の殆どない切れる刃物でもやったのですが、バリは殆ど出ませんでした。
3)バリの低減
バリは切削抵抗で押されることで端部に発生します。
対策案
ア、なるべく切り込みを少なくする。
切削抵抗を減らす。
イ、磨耗の少ない鋭利な刃物を使う。
切削抵抗を減らす。
ウ、すくい角の大きいものを使う。
切削抵減を減らす。
 |
エ、同じ硬さかそれ以上の材質と共加工する。
端部で塑性変形しないようにする。
 |
余分な材料を使いますが、確実にバリの生成を抑える事が出来ます。 |
オ、端面部が殆ど変形しないように被削材より硬い押さえ金をあてがう。
端部で塑性変形量を激減させる。
 |
刃物との隙間だけしかバリが出ません。 |
カ、端部にあらかじめ面取りをし端面角を大きくしておく。
塑性変形量を激減させる。
 |
キ、他
「ア」・「イ」は対策し易いですが、「ウ」は刃先強度が下がります。
「エ」はバリが出ませんが、端部角が刃物の刃先のように鋭利になりますので、怪我をしないように糸面取りが必要です。
「オ」もバリが微量にますので、これも糸面取り等の対策が絶対必要になります。
安全で間違いないのが「カ」ですが工数が増えます。
ちなにみ量産品は素材に勾配がついている物が多々ありあす。
4)備考
バリがあると怪我をしますのでバリが出ない加工方法が望ましいのですが、かなり難しいのでバリがでたら取るようにしましょう。
ドリル穴及びタップ加工の出入り口もあらかじめ面取りをしておくと殆どバリが出ません。
※ばり等の図面指示は、JISB0051:2004(製図-部品のエッジ-用語及び指示方法)参照
| 前へ | 次へ |
トップ→資料室→●2.加工→●NO 43.バリの高さと厚み&対策案
© 2000 natuo