小技集
NO12-1/2 旋盤の横送り軸と端面加工面の平行度
旋盤で端面を加工すると、中心部にいくにしたがい切削速度が遅くなり、工具の逃げ量が少なくなる。大径側に比べて中凹になる場合が多い(下図)。
なぜなのか、疑問に思い色々実験しました。
 |
1.実験例
使用機械=旋盤
被工作物=S45C(φ90厚み60程度)
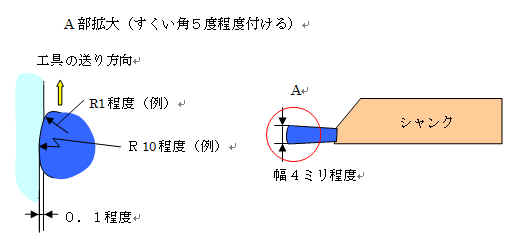
工具=1) スローアウェイチップ式の右勝手片刃バイト ノーズR0.4(既製品)
2) R10バイト(下図参照)
工具材質 ・ JIS P20程度の超硬
・ ハイス
 |
切削液=R10バイトだけ使用。
切削速度=φ90で計算。
切り込み=0.1
2.実験結果(マイナスの数値は測定原点からの食い込みを意味します。 単位 mm)
|
実 験 N O |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
切削速度((m/min) |
100 |
200 |
300 |
100 |
100 |
200 |
200 |
20 |
20 |
|
工 具 材 質 |
超硬 |
超硬 |
超硬 |
超硬 |
超硬 |
超硬 |
超硬 |
ハイス |
ハイス |
|
切れ刃形状 |
R0.4 |
R0.4 |
R0.4 |
R10程度 |
R10程度 |
R10程度 |
R10程度 |
R10程度 |
R10程度 |
|
バイトのセット状態と移動方向 |
|
Z軸と平行(切削油使用)
|
|||||||
|
1 回 転 送 り |
0.15 |
0.15 |
0.15 |
1 |
0.5 |
0.15 |
0.5 |
1 |
0.5 |
|
中心近辺の差異 |
-0.005 |
-0.02 |
-0.02 |
-0.01 |
0 |
0 |
0 |
0 |
0 |
|
肌の艶が変化する近辺の差異 |
-0.005 |
-0.02 |
-0.02 |
0 |
0 |
0 |
0 |
0 |
0 |
|
φ90近辺(測定原点) |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
| 前へ | 次へ |
トップ→小技集→●NO12-1/2 旋盤の横送り軸と端面加工面の平行度
© 2000 natuo