10.-1/2 JIS B 0001:2019 11 寸法記入方法:11.7 穴の寸法の表し方
11.7 穴の寸法の表し方
穴の寸法の表し方は、次による。
a) きり穴、打ち抜き穴、鋳抜き穴など、穴の加工方法による区別を示す必要がある場合には、工具の呼び寸法又は基準寸法を示し、それに続けて加工方法の区別を、加工方法の用語又は加工方法記号(JIS B 0122参照)によって指示する(図159及び図160参照)。ただし、表8に示すものについては、この表の簡略表示を用いてもよい。
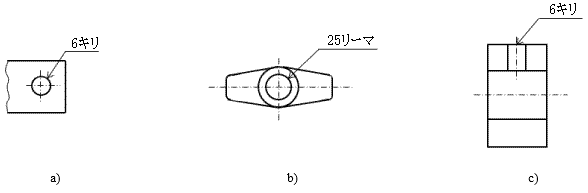 |
| 図159-穴の加工方法の図示例 |
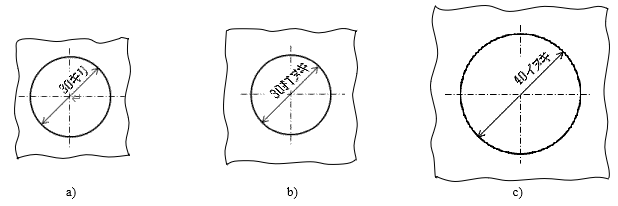 |
| 図160-穴の加工方法を簡略指示する例 |
| 表8-穴の加工方法の簡略表示 |
|
加工方法 |
簡略表示 |
簡略表示 (加工方法記号)a) |
|
鋳放し プレス抜き きりもみ リーマ仕上げ |
イヌキ 打ヌキ きり リーマ |
- PPB D DR |
|
注a) JIS B 0122による記号。 |
||
b) 一つのピッチ線、ピッチ円に配置される一群の同一寸法のボルト穴、小ねじ穴、ピン穴、リベット穴などの寸法は、穴から引出線を引き出して、参照線の上側に総数を示す数字の次に“×”を挟んで穴の寸法を指示する(図161参照)。この場合、穴の総数は、同一箇所の一群の穴の総数(例えば、両側にフランジを持つ菅継ならば、片側のフランジについての総数)を記入する。
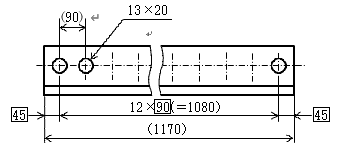 |
| 図161-一群の同一寸法の図示例 |
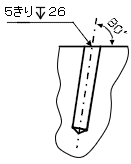
| c) 穴の深さを指示するときは、穴の直径を示す寸法の次に、穴の深さを表す記号 | “ |
に続けて深さの数値を |
なお、穴の深さとは、ドリルの先端で創成される円すい部分、リーマの先端の面取り部で構成される部分などを含まない円筒部の深さ(図164のH参照)をいう。また、傾斜した穴の深さは、穴の中心軸線上の長さ寸法で表す(図165参照)。
 |
||
| 図162-穴の深さの図示例 | 図163-貫通穴の図示例 | 図164-穴の深さの解釈 |
 |
| 図165-傾斜した穴の深さの図示例 |
| 前へ | 次へ |
トップ→機械製図(JIS B 0001:2019)→
●10.-1/2 JIS B 0001:2019 11 寸法記入方法:11.7 穴の寸法の表し方-1/2 JIS B 0001:2019
©2000 natuo