7.-1/3 JIS B 0001:2019 11 寸法記入方法:11.1 一般事項 11.2 寸法補助線 11.3 寸法線
11 寸法記入方法
11.1 一般事項
一般事項は次による。
a) 対象物の機能、製作、組み立てなどを考えて、図面に必要不可欠な寸法を明瞭に指示する。
b) 対象物の大きさ、姿勢、及び位置を最も明瞭に表すために必要で十分な寸法を記入する。
c) 寸法は、寸法線、寸法補助線、寸法補助記号などを用いて、寸法数値によって示す。
d) 寸法は、なるべく主投影図に集中して指示する。
e) 図面には、特に明示しない限り、その図面に図示した対象物の仕上がり寸法を示す。
注記 鋳造部品図では、最終機械加工図、鋳放し図、前加工図などがあり、それぞれ最終仕上がり寸法、鋳放し寸法及び前加工寸法が指示される場合がある。
f) 寸法はなるべく計算して求める必要がないように記入する。
g) 加工又は組立の際に、基準とする形体がある場合には、その形体を基にして寸法を記入する(図88参照)。
 |
| 図88-基準からの寸法の図示例 |
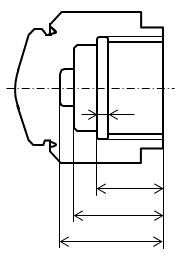
h) 寸法は、なるべく工程ごとに配列を分けて記入する(図89参照)。
 |
| 図89-工程ごとに寸法を配列した図示例 |
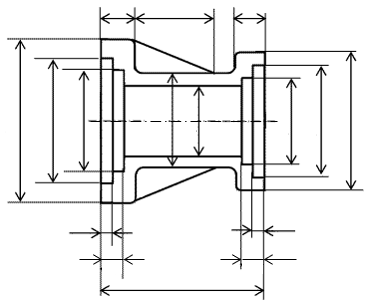
i) 関連する寸法は、なるべく1か所にまとめて記入する(図90参照)。
 |
| 図90-関連する寸法の図示例 |
j) 寸法は、重複記入を避ける。ただし、一品多葉図で、重複寸法を記入したほうが図の理解を容易にする場合には、寸法の重複記入をしてもよい[例えば、重複するいくつかの寸法数値の前に黒丸を付け(図91参照)、重複寸法を意味する記号について図面に注記する。]。
 |
| 図91-一品多様図における重複寸法の図示例 |
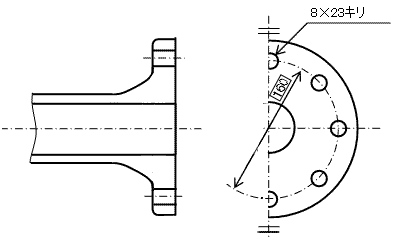
k) 円弧の部分寸法は、円弧が180°までは半径を表し[図92 a)参照]、それを超える場合には直径で表す[図92 b)参照]。ただし、円弧が180°位内であっても、機能上又は加工上、特に直径の寸法を必要とするものに対しては、直径の寸法を記入する(図93参照)。
 |
 |
| 図92-半径又は直径の図示例 | 図93-直径の図示例 |
l) 機能上(互換性を含む。)必要な寸法には、JIS Z 8318によって寸法の許容限界又は許容限界サイズ(JIS B 0401-1参照)を指示する。ただし、理論的に正確な寸法及び参考寸法を除く。
なお、寸法の許容限界又は許容限界サイズの指示がない場合には、個々に規定する普通公差を適用する。その場合、適用する規格番号及び等級記号又は数値を表題欄の中又はその近辺に一括指示する。
m) 寸法のうち、理論的に正確な寸法については寸法数値を長方形で囲み、参考寸法については寸法数値に括弧を付ける。
なお、参考寸法は、検証の対象としない。
| 前へ | 次へ |
トップ→機械製図(JIS B 0001:2019)→
●7.-1/3 JIS B 0001:2019 11 寸法記入方法:11.1 一般事項 11.2 寸法補助線 11.3 寸法線
©2000 natuo