スコッチヨーク蒸気エンジン#6 その2 製作過程
バルブブロックの蒸気通路はあらかじめドリル穴(2.3mm)をあける。
ただし、シリンダーパイプとの通路は半田付け後にドリル穴をあける回転軸とヨークとのリンク
ボールベアリングを2.6mmネジで固定(60°離れた2方向から軸を止める)
ヨーク断面
クランクピンはボールベアリングを3mmビスで止めたもの
ピストン軸
エンジンヘッドの製作
蒸気供給のバルブタイミング調整は仮組立後に行います。 パワーピストンの動きはバルブピストンより回転方向90°先行した動きとなっています。 例えば、パワーピストンが最上位位置にあれば、1/4回転(90°)後にバルブピストンが最上位位置に来るように、クランクディスクと偏芯カムの位置を止めネジで設定します。 図7参照。
半田付け
蒸気による試運転の様子

パワーピストンクランクディスク
バルブピストン偏芯カム
回転部分の製作
エンジンフレーム仮組み
止めネジ
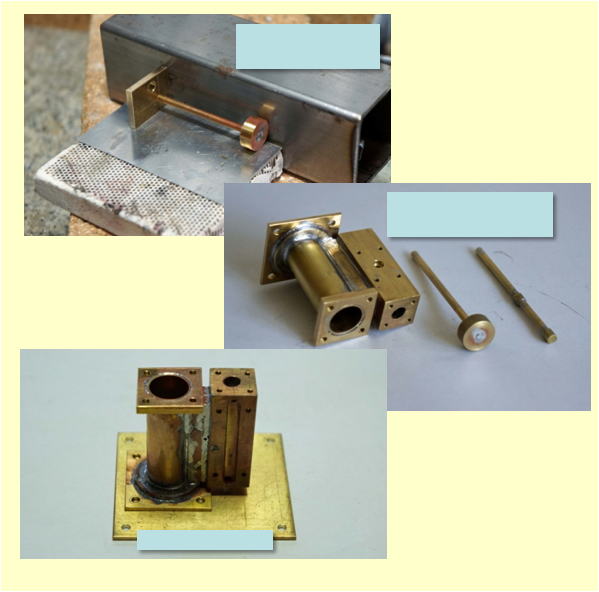
蒸気通路は部品の段階でドリルで穴をあけておき、半田付けで組立後に流れた半田をドリル
で取り除く蒸気通路は真鍮ブロックをドリル(2.3mm)穴でで作成しますが、部品の段階で通路をあけておきます。 蒸気通路作成のポイントは真鍮ブロックとシリンダーパイプとの接続部分から蒸気が漏れ無いように半田を十分流し、半田で埋まってしまった部分とともに、シリンダーパイプに蒸気穴をあけます。 なお、蒸気通路作成の為に真鍮ブロックの端からドリルを通しますが、ヘッド完成後にブロック端の穴をネジ(2.6mm)とパッキンで塞ぎます。 図1にエンジンヘッド部の主要部品を、図2、図3に組立の様子を示します。
エンジンヘッドの半田付け完了後に半田が流れて埋まった穴にドリルを通す。
この時、パワーシリンダーとバルブシリンダの蒸気通路もドリルであける
丸いパワーシリンダーとのすわりが良いようにフライス盤でミゾを切る
穴あけ時、ブロックの穴位
置がずれないようネジで
固定バルブシリンダ
を入れる穴
バルブピストン
(1)
クランクディスクの固定ネジを緩め、パワーピストンを上死点の位置なるようクランクディスク位置を固定(2)
偏芯カムをバルブの中間位置になるよう、カムを固定。すなわち、軸90°回転するとバルブは最上位となるように設定。バルブタイミング調整
回転軸支持ブロック
組立は半田付け
回転軸 ステンレス棒4mm
ボールベアリング
内径4mm外形7mm
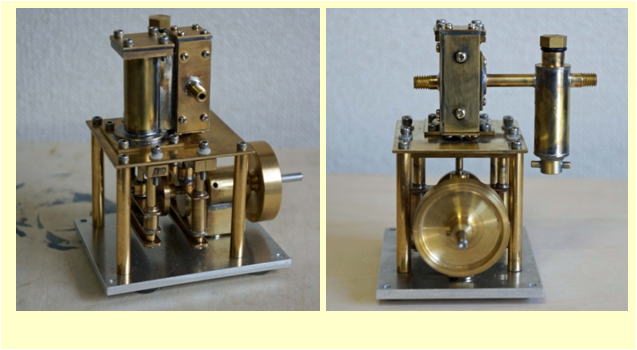
軸受けは真鍮棒にボールベアリングを固定し、支持ブロックに半田付けします。 なお、回転軸はボールベアリングに圧入し、そのボールベアリングを回転軸支持ブロックに2方向から締め付けます(回転軸の芯がでるようにベアリングを2方向から調整しながら締めていきます)。 バルブタイミングの調整は組立後にしますが、クランクディスクと偏芯カムの相対位置を変更できるようにネジ止め構造としています。 図5に回転部分組立の様子を、図6に完成した#6スコッチヨークエンジン示します。
仮組みした状態でピストン接続部品をヨークに半田付け
スリーブに4.3mmのドリルを通す
ヨーク部完成
2mmネジ
ヨーク部品
スリーブ
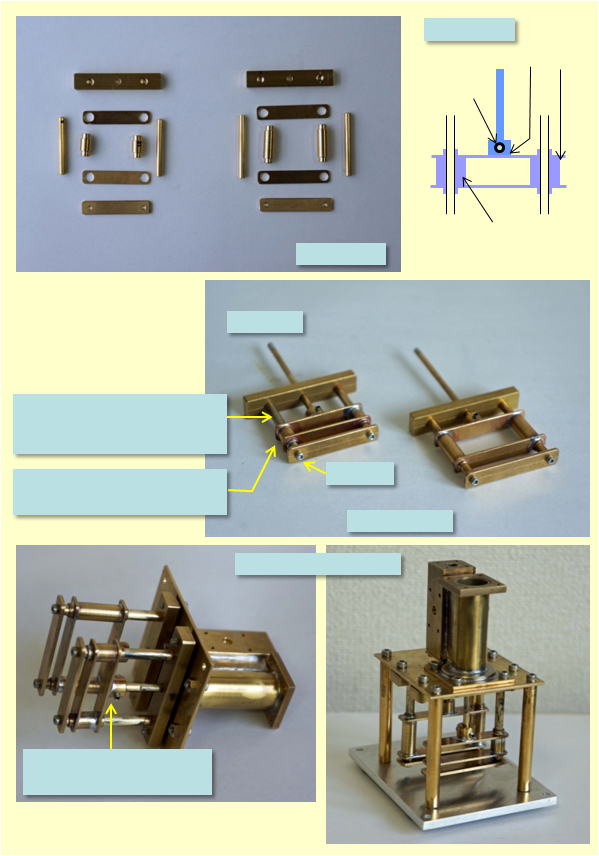
スコッチヨーク部分の製作

ガイド軸は4mm真鍮棒を使用、両端に2mmタップを切りベースに固定する
バルブシリンダーとなる
パイプ(外径5mm)を挿入電気式ボイラーを接続しての運転動画
クリックすると動画サイトにジャンプします
回転軸支持ブロック